 Language
Language
System Solutions
Modular high efficiency machine room
 Back
BackThe high efficiency modular machine room adopts the design concept of modular integrated high efficiency machine room.
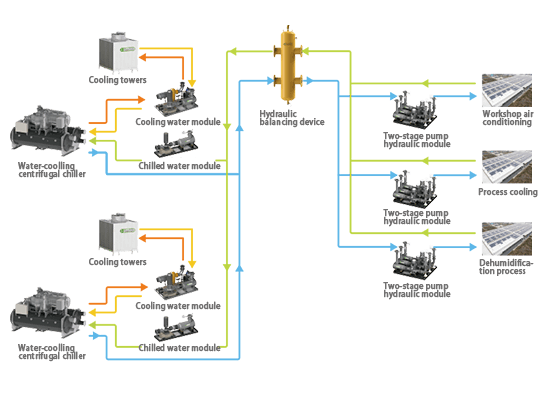
Through the BIM design, the room space is effectively saved.Through factory prefabricated modules and the site adopts assembly construction, saving 50% of the site processing operation area, at the same time saving 80% of the site construction time. Optimize the configuration and selection of chiller engine, water pump and cold tower, combine with the energy efficiency optimization auxiliary equipment independently developed by OaseTECH to ensure that all load section systems are in the efficient operation zone. Improve the comprehensive energy efficiency of the system to achieve the purpose of energy saving.
It can be widely used in factories, office buildings, shopping malls, hospitals, hotels, data centers and other large and medium-sized centralized refrigeration room projects.
Based on comprehensive system monitoring, the AI intelligent teamwork control system of OaseTECH monitors the operating status of the system in real time through various kinds of sensors, adjusts and controls the intelligent load matching of the chiller engine, water pump, cold tower and regulating valve. Through the accumulation and learning of the system operation data, the load prediction of the system is carried out in advance and the data analysis of energy consumption and energy efficiency is carried out in real time. Ensure that the system is in the optimal efficiency range and meets the intelligent and efficient equipment room standards. Support local + cloud energy saving control strategy, fault alarm and system diagnosis, unattended.

 Address: A7 Intelligent Manufacturing Industrial Park, Economic and Technological Development Zone, Yixing, Jiangsu Province
Address: A7 Intelligent Manufacturing Industrial Park, Economic and Technological Development Zone, Yixing, Jiangsu Province Tel: 400-8726-800
Tel: 400-8726-800